概要
小口径のステンレス鋼鋼管の場合には、プレス式、拡管式、ナット式、転造ねじ式、差込式、カップリング式等の管継手が使われますが、中大口径の接合には、一般的に溶接接合が用いられます。
溶接接合は、建設現場においても施工可能ですが、非常に困難な作業と熟練を必要とします。
この問題を解決するのがプレハブ加工方式です。工場において、エルボ、チーズ、スタブジョイントまたはハウジング用リングを溶接するだけでなく、機械加工によるグルーブ加工、管端つば出し加工等を施した部材加工品を製作し、それらを現場に搬入して、フランジ接合あるいは、ハウジング形管継手接合により接合作業を完了する方法が採られています。
プレハブ加工管方式の特長
(1)工場加工なので、品質が安定しています。
(2)曲げ、枝出し加工により継手が節約できます。
(3)現場作業が簡単・迅速に施工できます。
(4)工期が短縮できます。(施工人工の節減)
部材の種類
| 種 類 | ||
| 大分類 | 小分類 | |
| 直管部材 | ー | |
| 曲管部材 | エルボ管部材 | |
| ベンド管部材 | ||
| 分岐管部材 | チーズ管部材 | |
| 溶接分岐管部材 | 1形 | |
| 2形(バーリング加工部材) | ||
部材端部の種類
| 種 類 | 接合方法(参考) | |
| スケヤカット(1) | 突合せ溶接接合 メカニカル式管継手接合 |
|
| 管端つば出し継手付 スタブエンド付 |
ルーズフランジ接合 | |
| フランジ付 | 溶接フランジ接合 | |
| グルービング付 溶接リング付 |
ハウジング形管継手接合 | |
| ねじ継手付(2) | ニップル付(3) | ねじ込み式(ソケット類)接合 |
| ソケット付 | ねじ込み式(ニップル類)接合 | |
注:(1)プレーンエンドおよび開先加工を含む。
(2)ねじ継手は呼び径3/8B~4Bの範囲を標準とする。
(3)ニップルは、Sch20S以上を使用する。
プレハブ加工管の手順
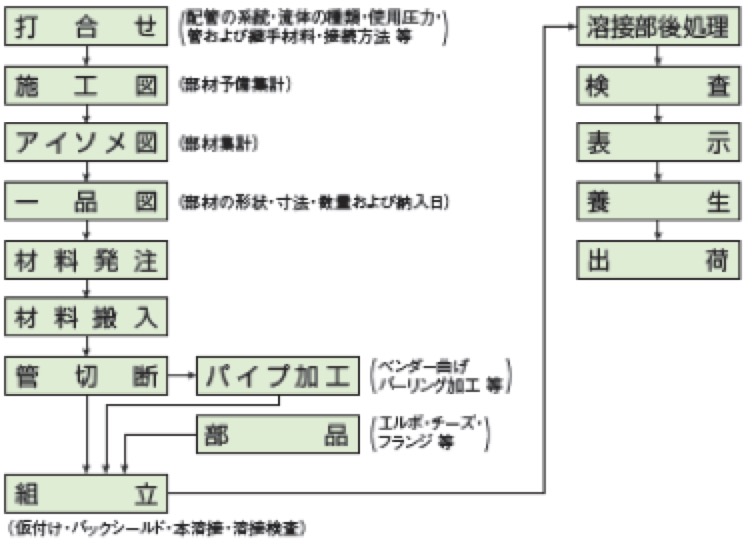
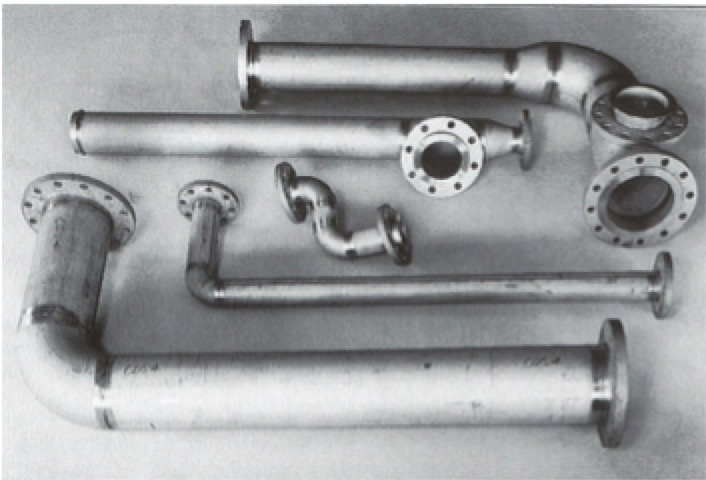
各種配管部材
フランジ接合
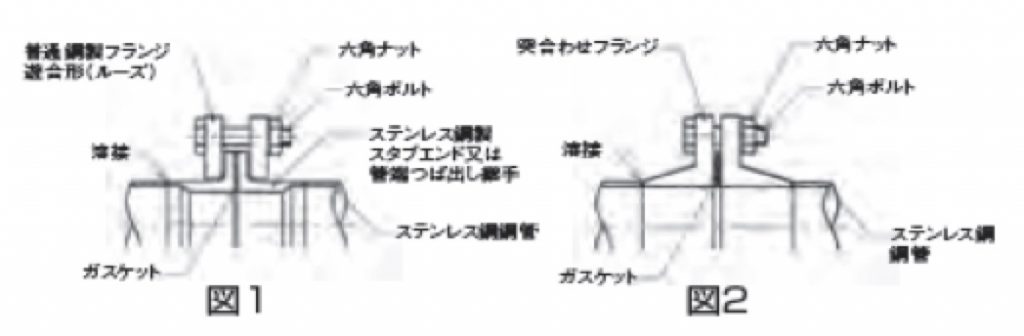
ステンレス鋼鋼管のフランジ接合は一般的に図1に示すようにステンレス製のスタブエンドを管に溶接し、または管端つば出し継手に鋼製のルーズフランジを用いて六角ボルト・ナットで接合する方式がある。
このほか、図2に示すように突合せ溶接フランジをはじめ差し込み溶接フランジまたはソケット溶接フランジを管に溶接し、六角ボルト・ナットで接合する方式がある。
シール方法はいずれの方式もガスケットを用い、一般にはPTFEクッションガスケット、延伸PTFEを用いる。